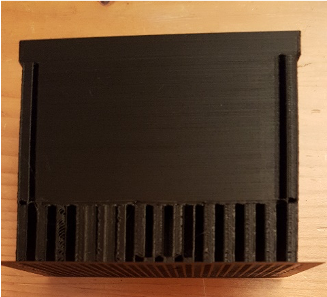
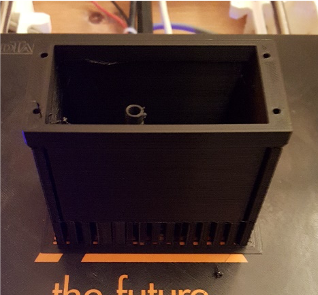

Ci-dessus, on voit bien le tube interne mais est-ce que vous voyez le tube externe ci-dessus à gauche ou ci-contre ? Non ? Moi non plus ☹ ! Et ce fut le problème lors de la suppression des supports parce qu’il est parti avec eux !





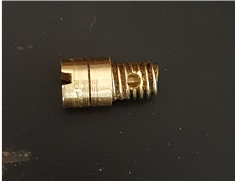
Débutons par le pointeau : la partie pointue, usinée sur partie finale du pas de vis, doit avoir un diamètre de 3 mm sur une longueur de 20 mm. J’ai donc monté mon boulon laiton Ø 4, emmailloté, dans le mandrin et, avec une fraise 3 dents Ø 3 mm droite, j’ai commencé à usiner le boulon en faisant un premier tour en bout de 0,2 mm de profondeur à l’aide de la manivelle. Puis j’ai déplacé l’axe X de la table d’un peu moins que le diamètre de la fraise et j’ai refait un tour, toujours de 0,2 mm de passe, et j’ai déplacé l’axe X………..et ainsi de suite jusqu’aux 20 mm de longueur. Et j’ai refait autant de passes que nécessaires jusqu’à obtenir un axe de 3 mm !

J’ai alors retiré le boulon du mandrin pour voir le résultat : catastrophique ☹ !!!!! Le fait de fraiser sous forme de bagues successives a provoqué de légères différences de niveau entre elles dues, vraisemblablement, aux jeux de la fraiseuse et du mandrin.


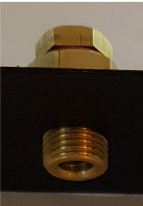
Il suffit d’utiliser un boulon en laiton Ø 6 mm, à tête cylindrique fendue, long de 10 mm, ainsi qu’un écrou HU de Ø 6 mm (voir la photo de gauche en début de ce sous-chapitre). A cet effet, j’ai vissé l’écrou sur le boulon, serré fortement et scellé au frein filet fort, théoriquement indémontable, puis je l’ai monté à blanc avec un joint torique sur le réservoir pour essai.

Fort de cet essai concluant, j’ai monté le boulon+écrou, renommé « boulécrou » en accord avec moi-même, sur le mandrin, côté pas de vis, protégé, pour réduire l’ensemble tête cylindrique + écrou hexagonal à un cylindre de 7 mm. Vu la faible épaisseur respective de la tête et de l’écrou, j’ai pratiqué le fraisage sur rotation continue de l’un puis de l’autre à chaque passe. La passe finale a été exécutée à 0,5 mm pour l’aspect.


Il restait à réaliser dans cette pièce la prise d’écoulement depuis le fond du réservoir. J’ai donc monté le boulécrou transversalement dans le petit étau pour y percer un trou de 2 mm, à 3,2 mm de l’écrou, communicant avec le conduit du pointeau de 3,1 mm.